In the world of digitalization and importance of connectivity, in the era of Industry 4.0, the Internet of Things (IoT) emerges as a groundbreaking force reshaping the significance of manufacturing.
As industries strive for increased efficiency, reduced costs, and enhanced productivity, IoT plays a crucial role in orchestrating a new age of smart factories and interconnected processes.
Uncover how this smart technology helps to digitize processes, collect high-quality KPI data, and improve intelligence, safety, and reliability in industrial environment.
The integration of IoT in Industry 4.0 presents a new era of intelligent, connected, and data-driven manufacturing.
Have a closer look at 3 areas in industry, in which IoT finds its place on the way to innovative industrial technology transformation.
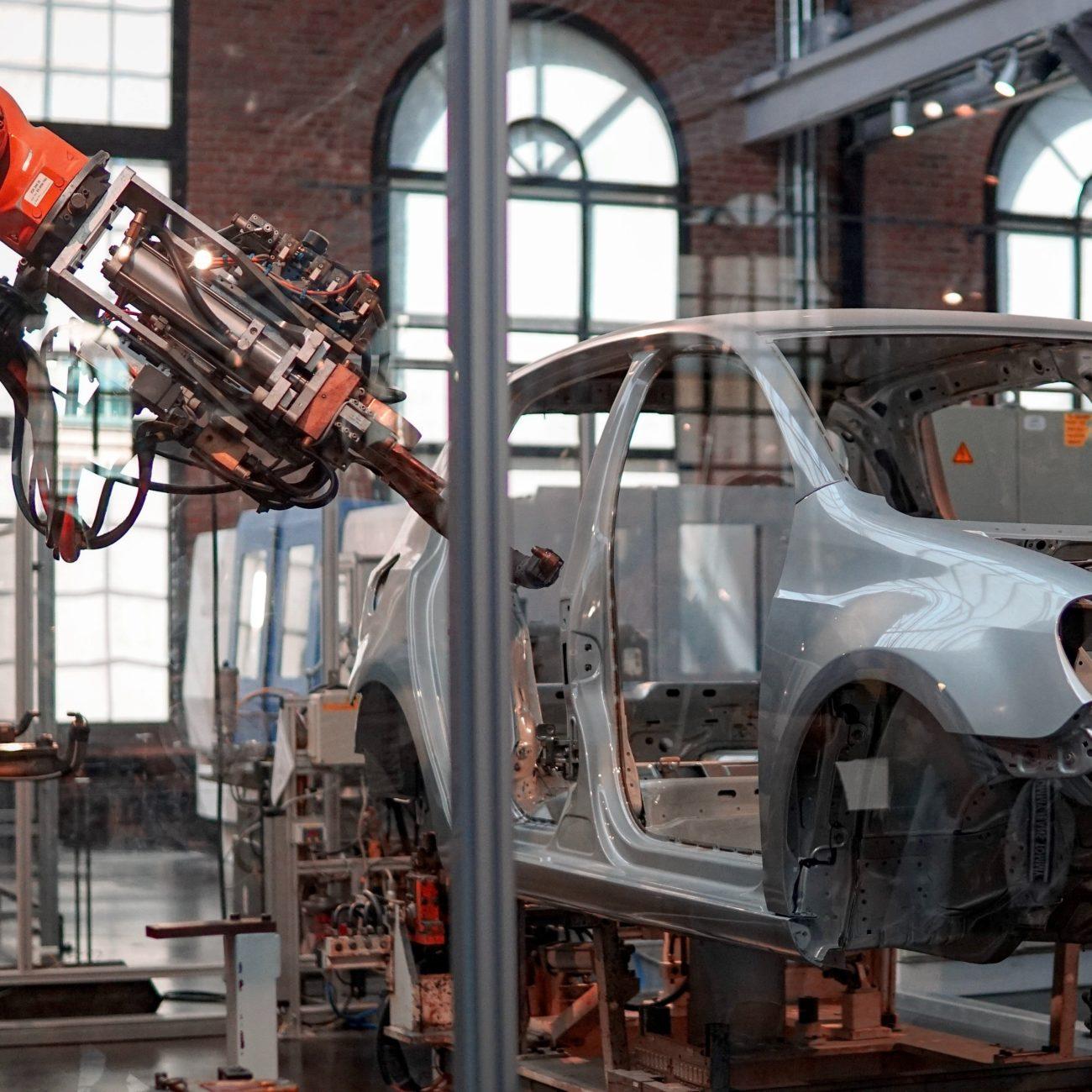
Process & Machine Monitoring
Monitoring of machines and production processes allows manufacturers to monitor and analyze the performance of machines and collect insightful data with the use of IoT devices.
Wireless real-time data streaming from smart sensors monitoring industrial assets enables remote access to operational data across long distances.
This data-driven approach not only contributes to securing seamless operations, but also to optimizing overall operational efficiency.
There are a few challenges to be faced here, but this innovative step of using smart technology overcomes them:
Challenges:
- Monitor assets to reduce downtime due to breakdowns and improve effectivity.
- Costly and inefficient process to manually check and document assets status.
- Workforce could be redirected to jobs with higher added value.
Benefits:
- Optimize costs by reducing resources used for manual monitoring tasks.
- Guarantee compliance with the norms and regulations.
- Increase safety and reduce production downtime.
- Drive improvements on operational efficiency.


Challenges:
- Monitor assets to reduce downtime due to breakdowns and improve effectivity.
- Costly and inefficient process to manually check and document assets status.
- Workforce could be redirected to jobs with higher added value.
Benefits:
- Optimize costs by reducing resources used for manual monitoring tasks.
- Guarantee compliance with the norms and regulations.
- Increase safety and reduce production downtime.
- Drive improvements on operational efficiency.
World class industrial producers are continuously challenged to optimize the production processes with efficient and scalable solutions that drive improvements on operational efficiency and guarantee compliance with the norms and regulations.
Remote asset monitoring is the evolution of the error-prone, costly and inefficient manual task of checking and documenting asset states in person.
Industry leaders are accelerating the adoption of smart sensors to optimize operational effectiveness (OEE), increase safety and reduce costs of monitoring remote assets, allowing for real-time and continuous monitoring of critical parameters such as temperature, pressure, water and fuel levels, energy consumption, malfunctions, etc.

It has been proven that such solutions pay off in a relatively short time due to the meaningful cost optimization achieved by the reduction or elimination of manual tasks that require physical travel to offsite locations, factories, warehouses, mines, etc.
The combination of the automation of data collection and improved remote connectivity allows users to perform automated reports or define alarms based on predetermined conditions and triggers, significantly improving quality and reducing downtime.
Predictive Maintenance
Using IoT for predictive maintenance involves utilization of real-time smart sensor data and artificial intelligence (AI) algorithms to determine when maintenance should be performed on specific equipment.
Further analysis of accurate, timely, and securely transmitted data provides opportunity to develop predictive models based on historical data and patterns observed during normal and abnormal equipment conditions.
These models can forecast when equipment is likely to fail or requires maintenance.
While encountering certain challenges here, the adoption of smart technology marks an innovative step in overcoming them:
Challenges:
- Industrial processes are impacted by downtime and equipment breakdown.
- Lack of predictability for maintenance is costly and affects supply chains.
- A large part of breakdown situations could be avoided if detected in due time.
Benefits:
- Identify increased temperatures, unusual noises, water leakages, etc.
- Send automatic alerts for staff to intervene, preventing or quickly solving breakdowns and malfunctions before the production line needs to be stopped.
- Anticipate and avoid future breakdowns and production losses through machine learning applied to the operational sensor data collected.
Challenges:
- Industrial processes are impacted by downtime and equipment breakdown.
- Lack of predictability for maintenance is costly and affects supply chains.
- A large part of breakdown situations could be avoided if detected in due time.
Benefits:
- Identify increased temperatures, unusual noises, water leakages, etc.
- Send automatic alerts for staff to intervene, preventing or quickly solving breakdowns and malfunctions before the production line needs to be stopped.
- Anticipate and avoid future breakdowns and production losses through machine learning applied to the operational sensor data collected.
Companies are investing in solutions at the intersection of IoT and Artificial Intelligence to forecast the remaining useful life of assets and ensure they are repaired before they fail.
Real-time monitoring of industrial machines and components is an essential practice to optimize manufacturing capacity, reduce losses and prevent costly downtime on the production line.

Smart sensors can detect increased temperatures, unusual noises, water leakages and automatically alert staff to intervene, thereby preventing or quickly solving breakdowns and malfunctions before the production line needs to be stopped.
The data collected by the sensors is a key input for the utilization of machine learning algorithms that continuously monitor and interpret the behavior of the machines and allow managers to precisely anticipate and avoid future breakdowns and production losses.
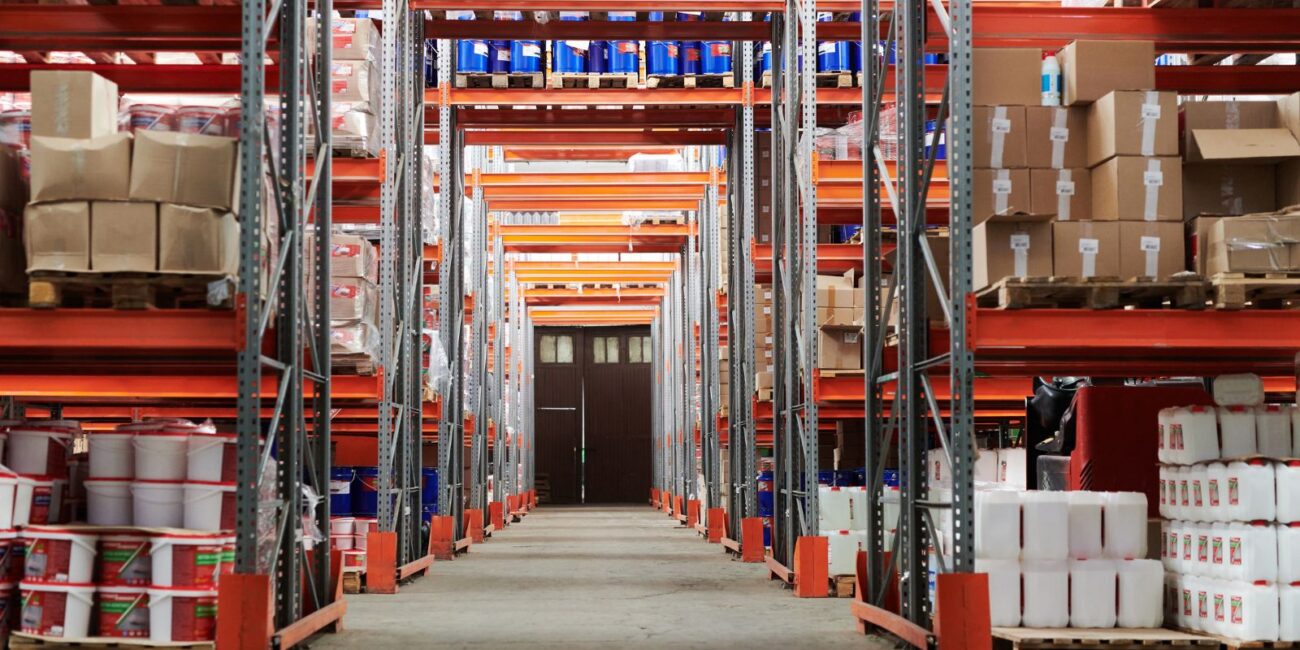
Product Tracking
IoT technology can be effectively utilized for product tracking in both production and transportation processes
Implementing sensors on individual products or product packaging can track the movement and status of products as they move through different stages of manufacturing.
In transportation, it enables tracking product location and conditions in transit to determine its movement, geographic position and physical state in real-time.
As an important part of the process in production until delivery to the end customer, it needs to deal with certain obstacles, which IoT helps to solve:
Challenges:
- Tracking products at scale with cellular providers is expensive and impractical.
- Certain products and services would bring more value to clients through a tight control of temperature, location, movement, delay.
- Businesses incur significant losses due to shipping mistakes and lost orders.
Benefits:
- Understand product utilization patterns by users.
- Reduce losses by finding lost items or mitigating theft.
- Guarantee quality and safety for sensitive items (e.g. pharmaceutical, gourmet food and beverage or luxury).
Challenges:
- Tracking products at scale with cellular providers is expensive and impractical.
- Certain products and services would bring more value to clients through a tight control of temperature, location, movement, delay.
- Businesses incur significant losses due to shipping mistakes and lost orders.
Benefits:
- Understand product utilization patterns by users.
- Reduce losses by finding lost items or mitigating theft.
- Guarantee quality and safety for sensitive items (e.g. pharmaceutical, gourmet food and beverage or luxury).
Companies who want to stand out from the competition need a distinctive approach to their product distribution. Monitoring the geographic location, movement, delay, shock, and temperature of goods is a growing demand in industries such as pharmaceutical, gourmet food and beverage or luxury, but also expanding to other sectors.
Temperature sensor data is one of the most important parameters for this use case since it guarantees the safety of the final product by close monitoring throughout the entire supply chain, both in transit and in storage.
Tracking the location of an asset can be beneficial for businesses to both the vendor of the products (e.g. by understanding usage patterns) and the customer (e.g. by finding a lost item or by mitigating theft) but also for private users who wish to secure valuable items or vehicles with real-time location tracking directly available on a software platform.
Enter Industry 4.0
The transformative impact of IoT in Industry 4.0 is undeniable, as demonstrated through the use cases such as process and machine monitoring, predictive maintenance, and product tracking.
As businesses embrace these transformative technologies, the future of manufacturing is positioned to not only be smart but also driven by the limitless possibilities that IoT unlocks here.
Connect with us to explore tailored solutions that push your industry towards a smarter, more agile, and interconnected future. The era of Industry 4.0 is here, and the time to unlock its potential is now.